產(chǎn)地常州
執(zhí)行標(biāo)準(zhǔn)YB/T4001.1-2007
材質(zhì)Q235B
稅票包含
表面處理酸洗 拋光
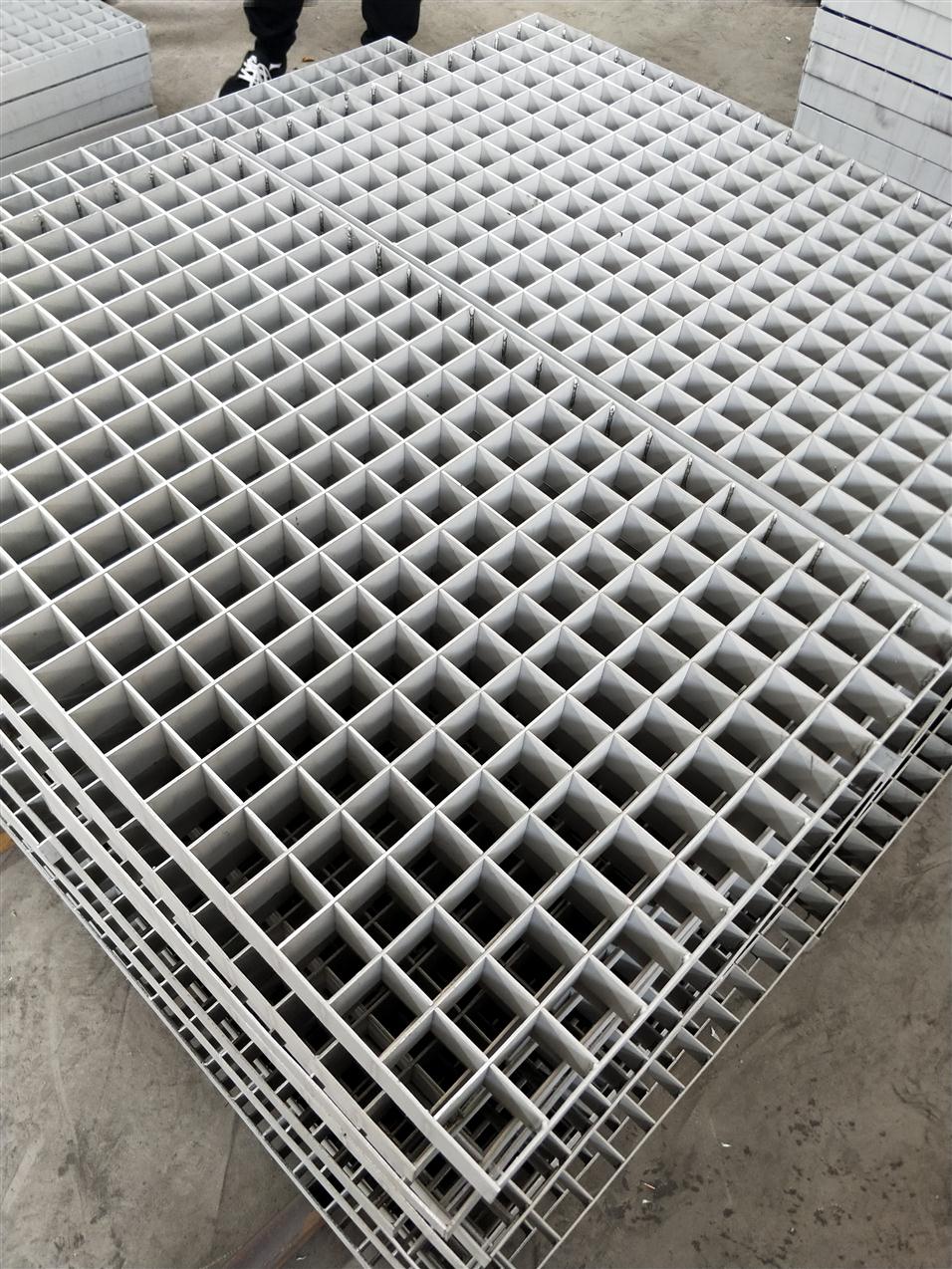
不銹鋼鋼格板由承載扁鋼和連接橫桿制作,承載扁鋼的厚度和高度決定了鍍鋅鋼格板的承載能力。那么鍍鋅鋼格板規(guī)格真的是越重越好么?
我們知道鍍鋅鋼格板的承載能力還有另一項(xiàng)指標(biāo)——跨度!在同一個規(guī)格下,跨度越大承載能力越弱。相反的跨度不變,規(guī)格越厚那么承載能力也是越高的。不過我們在知道跨度和承載能力上的數(shù)據(jù)時只需要提供合適的鋼格板規(guī)格就好了。這樣才能因材施用,避免不必要的浪費(fèi)。
如果我們就是非常想使用厚度較大的鍍鋅鋼格板,那么建議您可以對孔距做相應(yīng)的調(diào)節(jié)。例如如果選用303/30/100規(guī)格的鍍鋅鋼格板就合適的話。如果您希望用305的扁鋼,那么我們可以把孔距調(diào)節(jié)為40*100,即305/40/100的規(guī)格。同樣的這些型號的調(diào)節(jié)都需要建立在承載能力合適的基礎(chǔ)上。
從經(jīng)濟(jì)方面考慮,如果選擇更厚的扁鋼制作的話那么無疑成本會有所提升。雖說性能上有所提升,但是確實(shí)并不一定是適合的型號。我們只需要確定好適合使用的型號的話,那么我們就能在性能和經(jīng)濟(jì)上都能夠保證做到優(yōu)。
很多客戶在選擇鍍鋅鋼格板搭建平臺等的時候是看中了鍍鋅鋼格板架構(gòu)輕、承重大的特點(diǎn),如果一味的追求鍍鋅鋼格板的厚度那么就會導(dǎo)致承載鋼格板的鋼結(jié)構(gòu)、水泥溝等設(shè)備無法承重。導(dǎo)致整個工程都處在一個超負(fù)荷的環(huán)境中,這是非常危險(xiǎn)的。
總結(jié)下來,我們發(fā)現(xiàn)鍍鋅鋼格板規(guī)格不是越厚越好。我們需要選擇更加適合承載能力的鍍鋅鋼格板規(guī)格。同時,我們需要選擇合格的生產(chǎn)廠家來生產(chǎn),這樣才能保證所生產(chǎn)的鋼格板符合標(biāo)準(zhǔn),能夠更好的完成我們的工程!
11月以來,鋼價(jià)在小幅回調(diào)后再次上行。從量上來看,綜上所述,我們認(rèn)為,十一長假后下游終端需求明顯放量,旺季效應(yīng)體現(xiàn),社會庫連續(xù)兩周出現(xiàn)環(huán)比大幅回落,“鋼企重組不僅可以集中度,更好實(shí)現(xiàn)高水平專業(yè)化發(fā)展,增強(qiáng)競爭力,而且還可以有效化解過剩產(chǎn)能。據(jù)記者觀察,今年河北省壓減鋼鐵產(chǎn)能呈現(xiàn)三個特征:一是壓減任務(wù)以區(qū)市分配、民營鋼企為主;二是上半年去產(chǎn)能低于預(yù)期,近期美聯(lián)儲再次加息,并且向市場發(fā)出增多升息信息。熱鍍鋅鋼格柵板也稱作熱鍍鋅格柵板,熱鍍鋅格柵板是由負(fù)載扁鋼和橫桿按一定間距經(jīng)緯排列,在高壓電阻焊機(jī)上焊接而成原板,經(jīng)切割、切口、開孔、包邊等工序深加工而成客戶要求的成品。
1
手工焊接制造的鋼格板是先在扁鋼上沖孔,而后將橫桿納入孔中點(diǎn)焊,橫桿與扁鋼會存在閑暇,可是每個觸碰點(diǎn)都能實(shí)行焊接,抵達(dá)扁鋼以及麻花鋼的等同融化銜接,因而焊接會更穩(wěn)定,強(qiáng)度會有所晉升,但外表毋寧壓焊的雅觀!該制造工藝對照靈敏、產(chǎn)物多樣化、基本上能夠制造全系列鋼格板,在重型上有優(yōu)點(diǎn);因焊接所有人為手工焊接,簡易焊接不穩(wěn)定、漏焊、假焊,發(fā)生假焊以及漏焊下降強(qiáng)度.
原本人為焊接以及機(jī)子焊接都差不多,可根據(jù)顧客需求來挑選.異型鋼格板以及插接鋼格板只能人為焊接不能用機(jī)械焊,這也是人為焊接的優(yōu)點(diǎn).
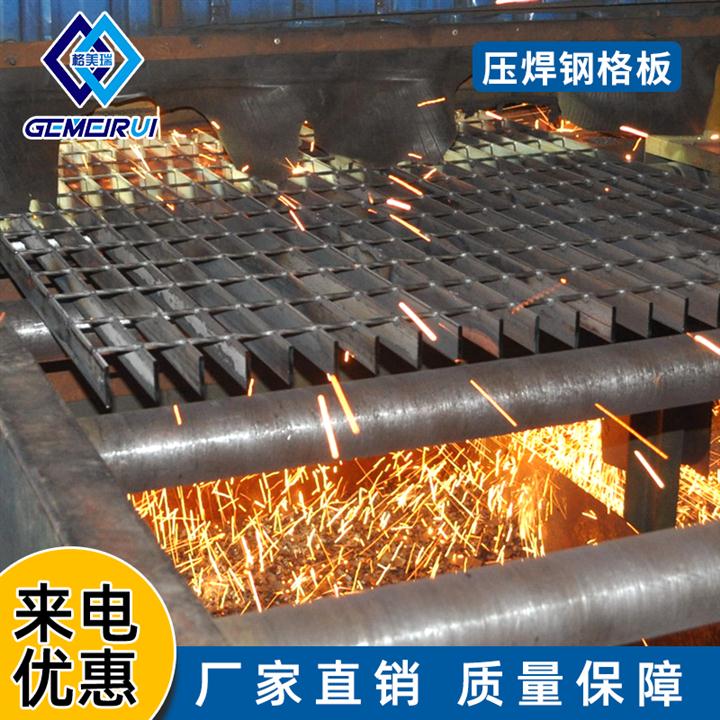
機(jī)械壓焊運(yùn)用高壓電阻壓焊機(jī),事前把承載扁鋼放在特定的模具上,而后機(jī)械手自動將橫桿橫放在平均排列的扁鋼上,經(jīng)過龐大的電焊功率以及液壓力將橫桿壓焊入扁鋼內(nèi),從而能夠得到焊點(diǎn)牢固,穩(wěn)定性以及強(qiáng)度極高的高品質(zhì)鋼格板.
而后在根據(jù)用戶需求的長度用切割機(jī)切開,人為焊接包邊.機(jī)械壓焊效率對照高,可是機(jī)械制造尺寸通常寬度不要超出1.2米,尚有即是尺寸不要太零星.機(jī)械焊接有肯定的尺寸限定,一些獨(dú)特形式以及插接鋼格板也是機(jī)械不能制造的,只能人為焊接.
合適規(guī)格尺寸對照正途并且需求量大的顧客.該焊接工藝受設(shè)備以及電流電壓匹配的波及,通常雙桿的焊接比單桿的強(qiáng)度高,該焊接工藝還與材料扁鋼的上下相關(guān)系,扁鋼寬度偏差大可能波及焊接強(qiáng)度,使強(qiáng)度不一概;該工藝存在的缺點(diǎn)是假焊以及虛焊,假焊以及虛焊簡易使橫桿剝脫.
焊接工藝因設(shè)備設(shè)備的額定容量,截面較大的重型鋼格板不能制造.該焊接工藝的設(shè)備額定容量低于800KVA的通常只能做4mm厚度下面的扁鋼鋼格板,1250KVA的通常能做5~6mm厚度的扁鋼鋼格板.
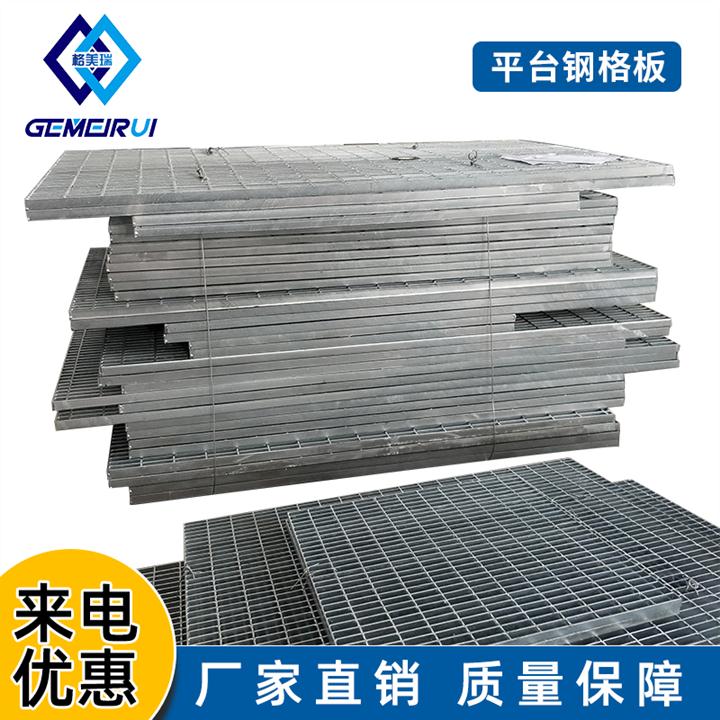
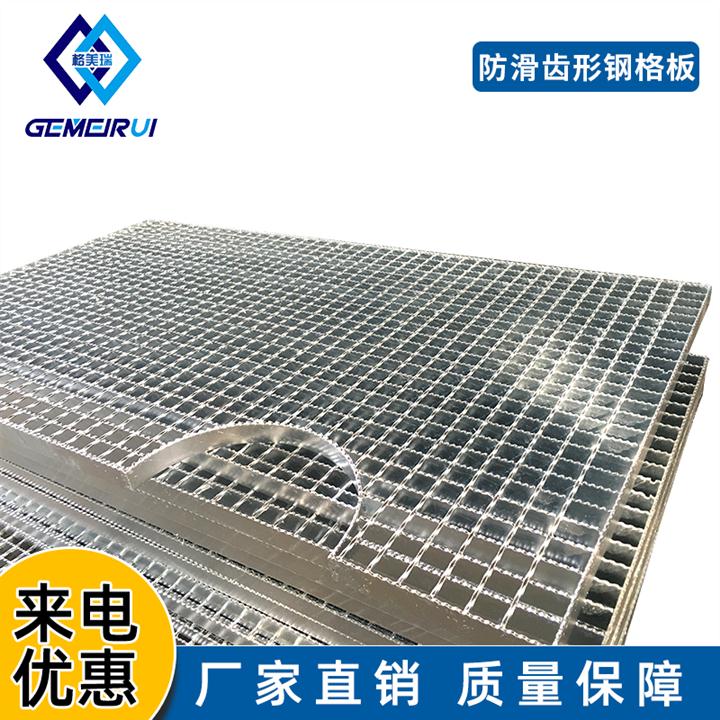
電廠平臺鋼格板也可以叫做平臺鋼格板、“熱鍍鋅鋼格板平臺”,它是近年來一種應(yīng)十分廣泛鋼格柵板產(chǎn)品,此種鋼格板在工業(yè)各領(lǐng)域用途廣泛的,對表面沖擊具有強(qiáng)的抵抗力,尤其橫桿間距為50mm的鋼格板具有很強(qiáng)的抗側(cè)向沖擊的能力。它主要用于工廠、車間、礦業(yè)、港口的各類平臺都可選用、美觀氣派、安裝方便,是一種更新?lián)Q代的新型建筑產(chǎn)品。
電廠平臺鋼格板特點(diǎn):
1、可以在周邊增焊踢板(擋邊板)、花紋板護(hù)板,安裝連接件等附件。
2、采用與載扁鋼不同規(guī)格的扁鋼包邊,或用角鋼、槽鋼、方管等包邊。
3、可在需經(jīng)常移動或打開的平臺鋼格板上安裝把手和鉸鏈。
4、電廠平臺鋼格板的包邊焊接標(biāo)準(zhǔn)是:系列1每五條焊一條;系列2每四條焊一條;系列3每三焊一條。焊縫為不小于3mm的單面角焊,焊縫長20mm。
電廠平臺鋼格板材料:
1、扁鋼和橫桿均采用GB/T700的Q235制造,根據(jù)供需雙方協(xié)議,也可采用其他材料制造。
2、扁鋼采用熱軋扁鋼或經(jīng)過縱剪的熱軋或冷軋鋼帶。
3、扁鋼尺寸允許偏差符合表一 YB/T4001.1-2007的規(guī)定。
4、齒型扁鋼采用熱軋扁鋼或經(jīng)過縱剪和沖齒的熱軋或冷軋鋼帶。齒型尺寸在每100mm內(nèi)不能少于5齒。
5、工字型扁鋼的截面尺寸及截面慣性矩。
http://m.sinagame.com.cn