表面處理熱鍍鋅
產地常州
材質Q235B
質量認證ISO9001
稅票包含
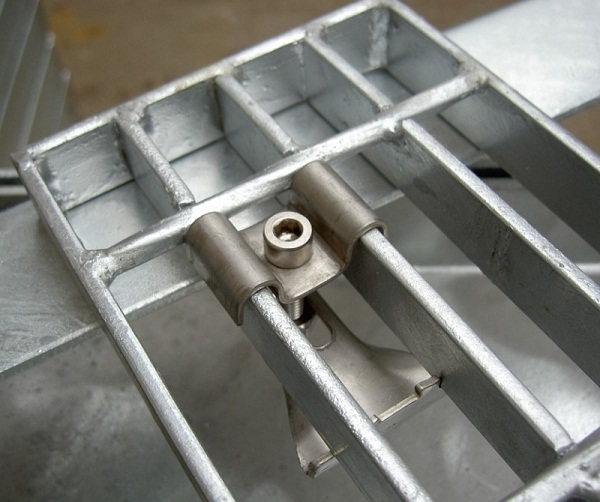
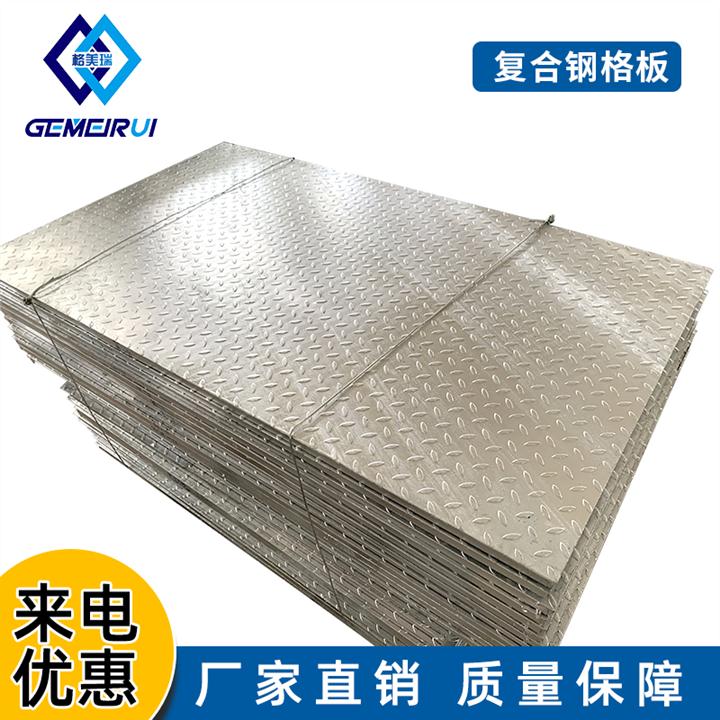
復合鋼格柵是由具有一定能力的跨鋼格柵板和密封外觀的條紋板組合而成的一種產品,它可以是任何類型的鋼格柵板和不同厚度的鋼板。常用的鋼格柵板為G323/40/100為低板;條紋鋼板常用3mm厚板,也可采用4mm、5mm或6mm板,可選擇焊接和裝置夾緊兩種方式。焊接的優點是性的,不松動,具置在鋼柵板頂部的每個角落都有扁鋼,焊縫長度不小于20mm,焊角高度不小于3mm。設備卡箍強度被損壞熱浸鋅層且方便分開,每個設備至少需要4套,使用卡箍設備的數量增加并增加下面板的長度,安全的方式是不必,將螺釘頭直接焊在橫梁上,確保鋼格板不會因為設備夾松和從梁,溝蓋板作為大型鋼鐵產品,往往忽視re-delivery的過程中,可能會有輕微的變形現象,客戶面臨這樣一個問題應該如何處理呢?溝蓋板邊板因磕碰而變形時,主張用大錘敲打變形或用扳手糾正變形。
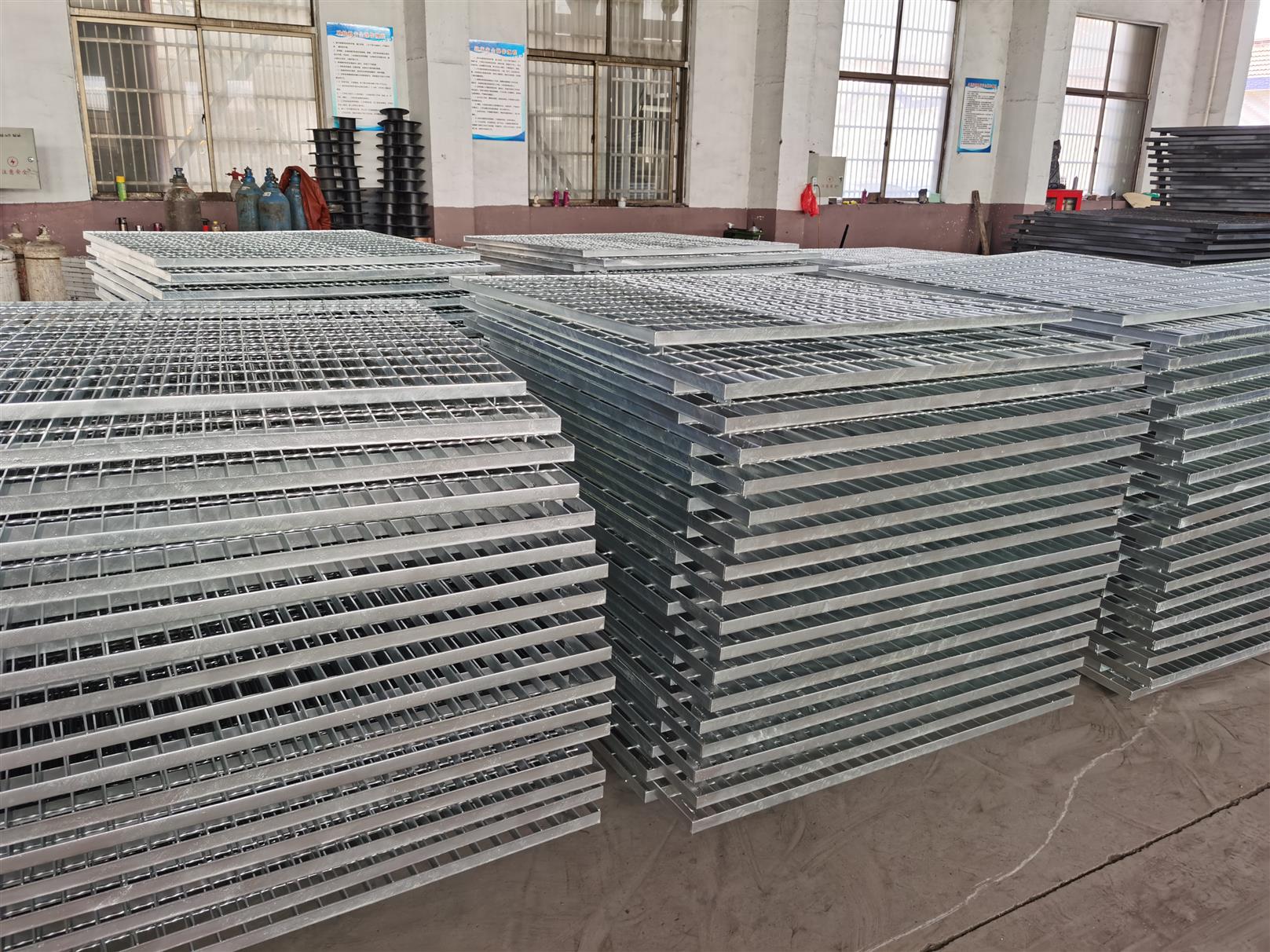
平臺鋼格板質量的好壞還取決于原材料的優劣,有些生產廠家為了降低生產成本,加大利潤空間,采用由廢鋼制成的扁鋼。
平臺鋼格板,是為熱鍍鋅鋼格板平臺。屬于鋼格板這類的,有著廣泛應用,尤其是在工業領域。其的突出特點是為其有很好的抗表面沖擊性能,能夠抵抗較強的沖擊。
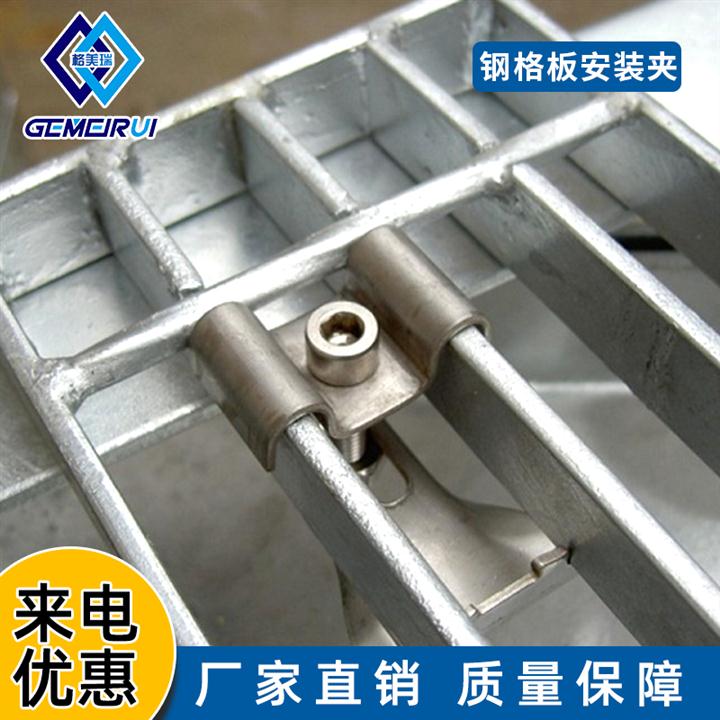
鋼格板修復焊接有時也采用鑄絲。用薄的鋼帶卷成圓形或異形鋼管,滿一定成分的粉末,通過把縫藥芯焊絲,或無縫鋼管制成的藥芯焊絲填充粉把這種焊絲焊接功率高,適應性好鋼網格,試驗生產周期短,因此其用途和使用范圍也在不斷擴大。選擇設備夾方面需要注意的幾個問題。設備夾主要分為A型、B型和C型三種類型的規范,在常用哪種類型,設備夾承認根據孔徑的大小選擇多少設備,上下部分的直徑8毫米螺栓固定,一般一般孔徑30mm和40mm的設備夾是通用的設備夾,因為孔徑是常用的,所以現在這兩種規格的孔徑都可以隨意使用。其次要了解溝蓋板的選擇,材質也不同,焊接方法也是可選的。材質可以選擇不銹鋼材質作為溝蓋板,光澤好,相對比較貴,熱鍍鋅比較常見,價格便宜美觀,所以這兩種材質是不同的,設備夾的選擇也是搭配不銹鋼設備夾或者熱鍍鋅設備夾。以上焊接方法例如,如果是焊接,則是在扁鋼的方位角上,選擇方位角20mm與距離3mm的扁鋼進行焊接,設備夾直接固定在鋼梁或兩塊坡口蓋板之間。具體輪廓仍根據實際施工輪廓定制。
鋼格柵表面有時會出現。的明顯現象是細渣帶沿縱向在鋼格表面形成條狀或點狀夾雜物,屬輕微缺陷。那么是什么導致了表面的灰塵呢?如何控制?表面產生的原因是爐頭鋅表面的浮渣和固體鋅渣中的凝結在爐頭內。鋅渣落在帶鋼表面,隨著帶鋼通過鋅鍋凹輥產生輕微的線性壓痕,或沿著鋼格板縱向表面形成夾雜點形式的細渣帶,產生。鋼格柵板表面有的原因及控制方法控制方法:1。進爐帶鋼溫度控制嚴格控制進鋅鍋帶鋼溫度,因為帶鋼溫度超過鋅液20℃,不僅鋅鍋溫度會升高,而且鋅渣的數量也會增加。鋅罐溫度應嚴格控制,不超過(465±2)℃,以減少鋅液溫度波動,防止鋅渣的形成。鋼板(AL)鋅溶液組成控制范圍為0.19 ~ 0.22%,合金鍍鋅板(AL)鋅溶液組成控制范圍為0.10 ~ 0.15%。制作清洗機頭鋅渣的渣勺,每班清洗機頭浮渣2-3次。爐鼻內加裝鋅渣吸附脫除裝置,外部熱風通過風機吹入封閉的爐鼻內。
實用的新型鋼格檢測設備是針對現有拉拔機不能滿足鋼格檢測質量要求,而提供了一種檢測產品負載功能的鋼格檢測設備。技術方案選擇如下:鋼格拉絲機檢測設備,在活塞的中心位置的拉絲機配備了軋制壓力,拉絲機是固定的和兩個支持設備放置對稱;在測試期間,鋼格板放置在支持設備,左右間隔排布鋼柵板,兩端對稱布置試驗板。規定拉力試驗機的高度試驗方式,試驗方式是安裝表盤表,表盤表頭壓在鋼格柵的下端。在荷載作用下,對鋼殼板進行接觸荷載、跨距、撓度的計算,判斷鋼板荷載是否性合格,鋼板q235b的材質是采用扁鋼直叉和扭鋼焊接生產,生產鋼板生產,同時,表面處理工藝也直接關系到鋼板的產品質量。不同材質和不同類型的鋼格板表面處理方法也不同,我們通常將鋼格板產品分為兩大類。
http://m.sinagame.com.cn