池州平臺鋼格板規格型號 承載力強
發貨地址:江蘇省常州天寧區
產品數量:99998.00平方米
價格:面議
表面處理熱鍍鋅
產地常州
材質Q235B
質量認證ISO9001
稅票包含
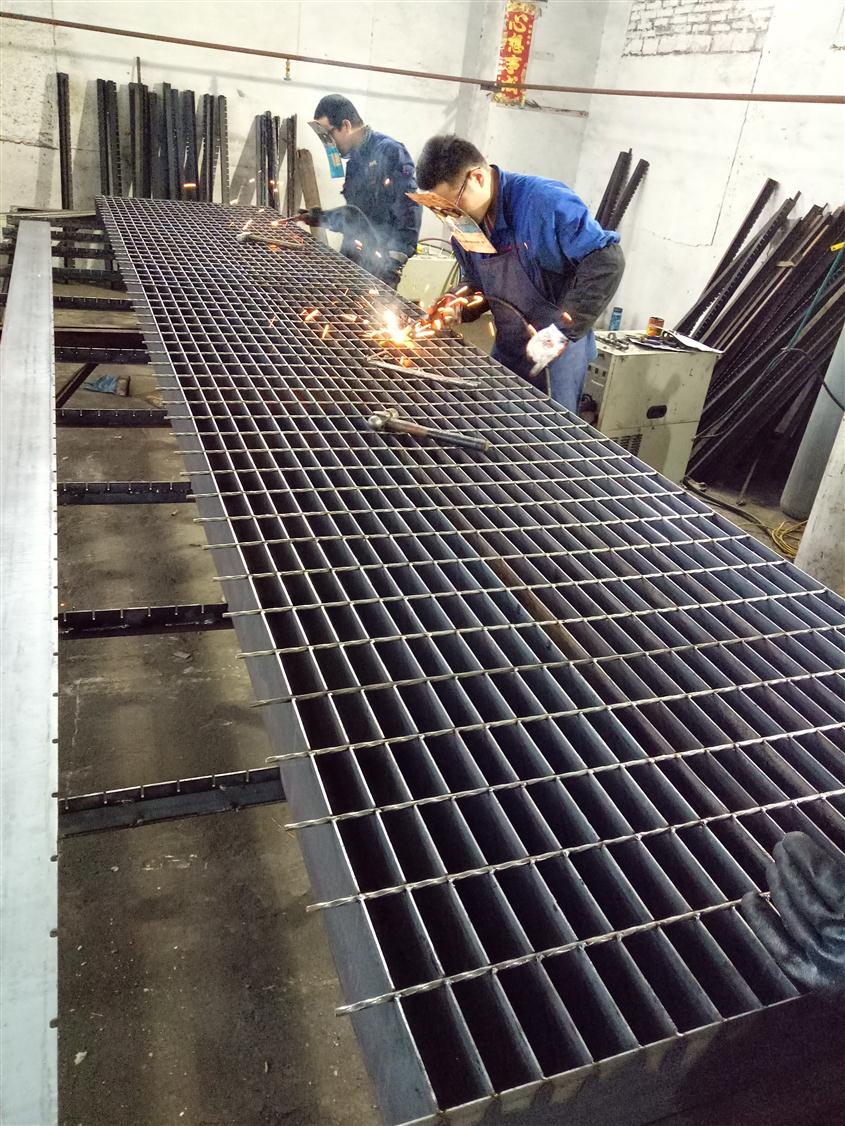
鋼格柵板的制作是按照一定的順序進行的,在制作鋼格柵板的順序中,先要購買原材料:扁鋼、扭鋼。鋼格柵板是由扁鋼和捻度鋼排版而成,經過焊接后,鋼格柵板的生產工藝是:(1)扁鋼捻度鋼根據客戶需求切割。②將切好的扁鋼、扭鋼按備好的模具擺放。(3)確保鋼格柵板房做好,按相關標準進行焊接,不得有漏焊、錯焊等低級錯誤,在實際應用中,我們經常用鋼格搭建一個簡單的鋼結構平臺,用來放置物品或行人。
平臺鋼格板材料:
1、扁鋼和橫桿均采用GB/T700的Q235制造,根據供需雙方協議,也可采用其他材料制造;
2、扁鋼采用熱軋扁鋼或經過縱剪的熱軋或冷軋鋼帶;
3、扁鋼尺寸允許偏差符合表一 YB/T4001.1-2007的規定;
4、齒型扁鋼采用熱軋扁鋼或經過縱剪和沖齒的熱軋或冷軋鋼帶。齒型尺寸在每100內不能少于5齒;
5、工字型扁鋼的截面尺寸及截面慣性矩。

鋼格板焊接時填充金屬或一起作為導電金屬絲焊接資料。在氣焊和鎢氣體保護中,焊絲用作填充金屬;在埋弧焊、esG焊等氣體保護電弧焊中,焊絲既是填充金屬又是導電電。焊絲可分為三類。焊絲表面未涂有抗氧化助焊劑。用于鋼格板的焊絲大多屬于這一類,包括碳鋼焊絲、低合金結構鋼焊絲、合金結構鋼焊絲、不銹鋼和有色金屬焊絲。有些合金,如鈷鉻鎢合金,不能鍛造、軋制和拉伸,而是通過鑄造制成的。主要用于手工堆焊鋼格板,以滿足耐氧化、耐磨損、耐高溫腐蝕等功能要求。連續澆鑄和液體揉捏可以生產出幾米的鈷鉻鎢焊絲,用于自動填充絲鎢氣體保護電弧焊,提高了焊接功率和堆焊層質量,也改善了工作條件。
平臺鋼格板應用范圍極其廣泛,一般工廠、車間、礦業、港口的各類平臺都可選用、美觀氣派,安裝方便,是一種更新換代的新型建筑產品。我公司可生產一百多個型號的鋼格板供客戶選用。
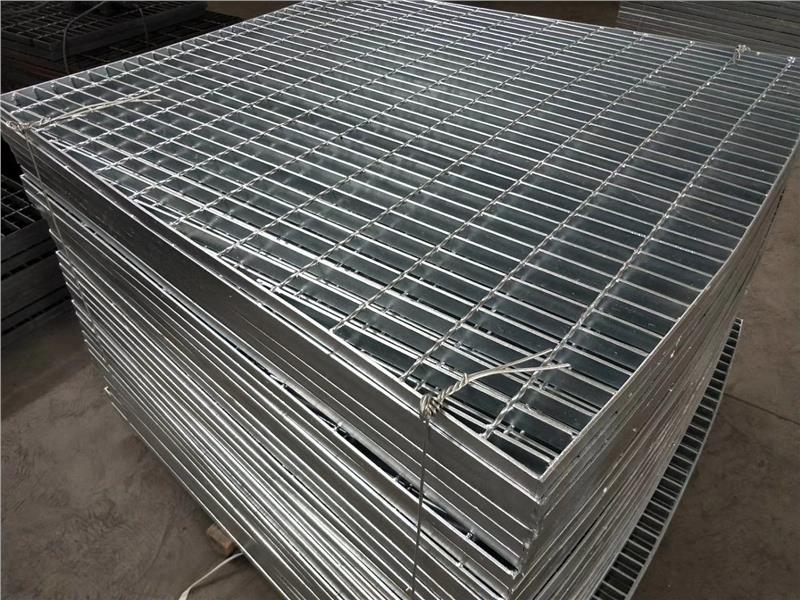
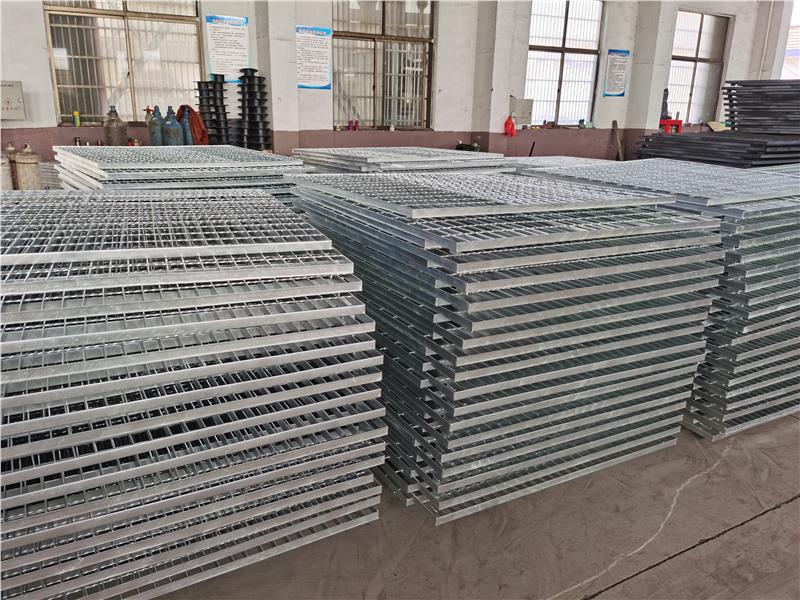
平臺鋼格板表面處理:
分為:熱鍍鋅,冷鍍鋅(電鍍鋅),噴漆和黑片(不處理)。一般常用熱鍍鋅,處理后防銹防腐蝕使用壽命長達40-50年。
實用的新型鋼格檢測設備是針對現有拉拔機不能滿足鋼格檢測質量要求,而提供了一種檢測產品負載功能的鋼格檢測設備。技術方案選擇如下:鋼格拉絲機檢測設備,在活塞的中心位置的拉絲機配備了軋制壓力,拉絲機是固定的和兩個支持設備放置對稱;在測試期間,鋼格板放置在支持設備,左右間隔排布鋼柵板,兩端對稱布置試驗板。規定拉力試驗機的高度試驗方式,試驗方式是安裝表盤表,表盤表頭壓在鋼格柵的下端。在荷載作用下,對鋼殼板進行接觸荷載、跨距、撓度的計算,判斷鋼板荷載是否性合格,鋼板q235b的材質是采用扁鋼直叉和扭鋼焊接生產,生產鋼板生產,同時,表面處理工藝也直接關系到鋼板的產品質量。不同材質和不同類型的鋼格板表面處理方法也不同,我們通常將鋼格板產品分為兩大類。
http://m.sinagame.com.cn