產(chǎn)地常州
運輸包含
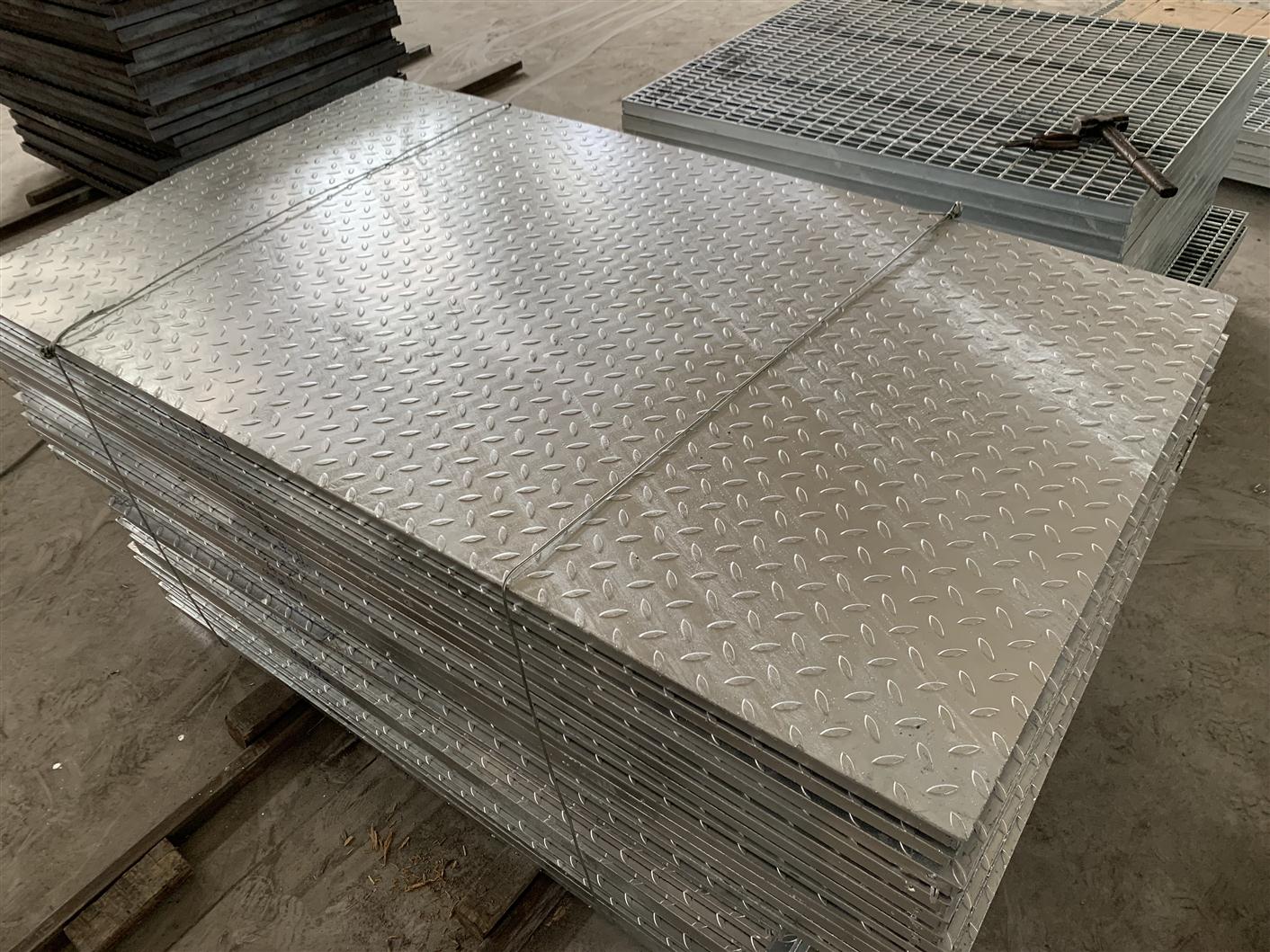
表面處理熱浸鋅
執(zhí)行標準YB/T4001.1-2007
材質(zhì)Q235B
鋼格柵板通常用Q235碳鋼,外表處理可依據(jù)不一樣環(huán)境進行熱鍍鋅,噴漆,噴塑處理。也可以用不銹鋼扁鋼制造,外表處理可酸洗或拋光。
生鐵:生鐵需求低迷,鐵廠出貨不暢,商家心態(tài)悲觀,為促進成交,部分地區(qū)貿(mào)易商售價下調(diào),個別鐵廠亦有跌價意向,市場看空氛圍濃。預(yù)計短期生鐵市場或穩(wěn)中下行。
1.縱條間距:常規(guī)為30、40、60(mm);還有非標間距:25、34、35、50等。
2.橫條間距:常規(guī)為50、100(mm);還有非標間距:38、76等。
3.寬:20-60(mm);
4.厚:3-50(mm)
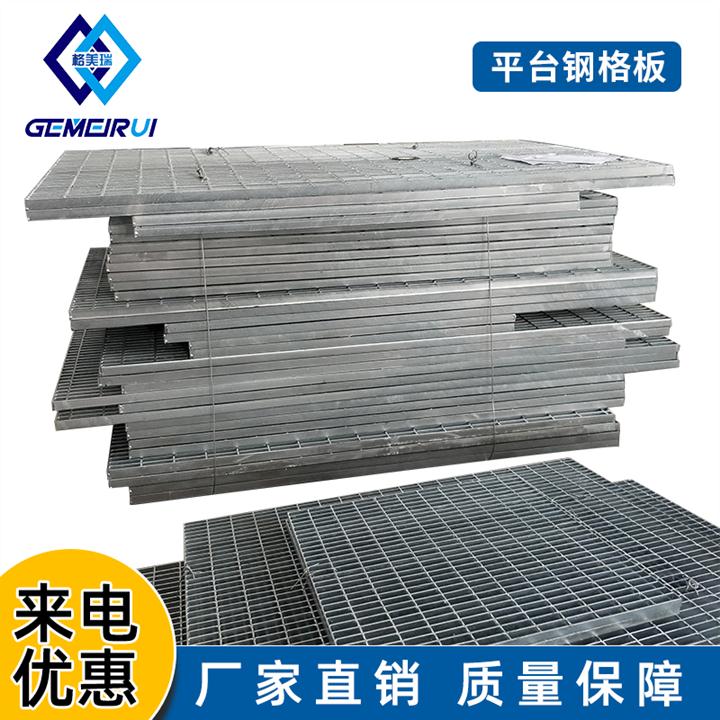
鋼格柵井蓋簡介:采用鋼格板制造的井蓋板,具有多種型號可供選擇以適合不同的跨距載荷及要求。
鋼格柵井蓋特點:鋼格板具有自重輕、強度高、抗震性能好等特點,又適于工業(yè)化生產(chǎn),是一種節(jié)能環(huán)保、能循環(huán)使用的綠色產(chǎn)品。在高層建筑、大型工廠、大跨度空間結(jié)構(gòu)住宅建筑中,鋼格板的優(yōu)勢更加明顯。隨著汛期臨近,超華鋼格板組織技術(shù)研發(fā)團隊對現(xiàn)有排水設(shè)施的運行效率進行統(tǒng)計分析,研發(fā)出了新型雨水進水鋼格柵井蓋,并獲得了國家。
鋼格柵井蓋種類:
(1)依據(jù)制作鋼格柵井蓋材質(zhì)的不同,鋼格柵井蓋分為熱浸鋅溝蓋板,不銹鋼井蓋板、黃銅溝井板等。
(2)依據(jù)井蓋板外形可分為:普通型井蓋板、U型井蓋板、管型井蓋板及可敞開型井蓋板。
鋼格柵井蓋尺寸選用說明:
(1).鋼格柵井蓋扁鋼方向為承重(支撐)方向,按溝寬留間隙定扁鋼長度L;
(2).鋼格柵井蓋按溝長排版,取符合加工模數(shù)的標準板寬995mm,板間留間隙5mm;
(3).溝長余下不足1米部分靠模數(shù)定尺寸;
(4).根據(jù)溝寬及承載要求選定鋼格柵板型號。
(5).建議選擇標準尺寸井蓋板進行設(shè)計施工,其他規(guī)格可定做。
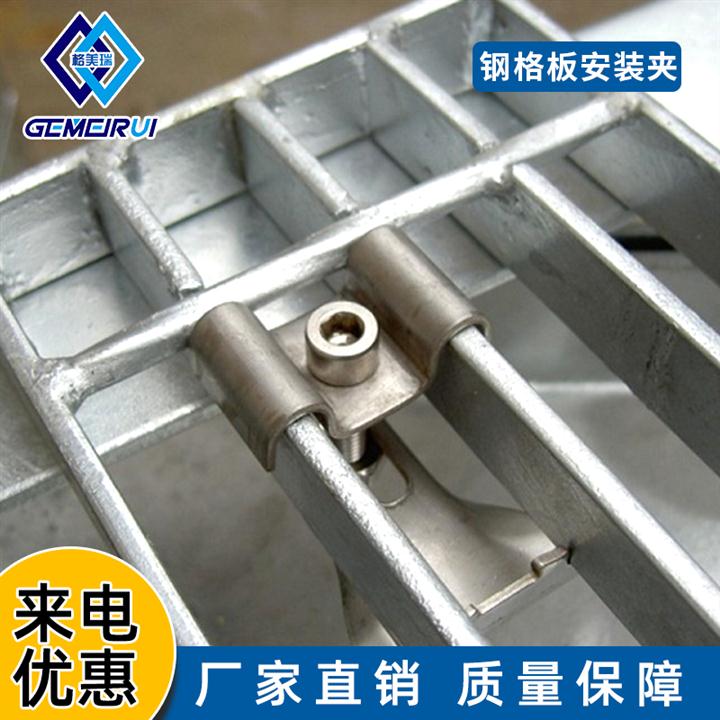
井蓋板施工簡單、重量輕、承載好、抗沖擊、寧彎勿折、排水量大、經(jīng)過熱浸鋅處理后美觀耐用,防腐,具有鑄鐵蓋板不可比擬的優(yōu)點。采用鉸鏈聯(lián)結(jié)或者采用鉤聯(lián)接等方式,便于開啟,并具防盜功能。
目前國際大宗商品市場波動較大,鋼鐵生產(chǎn)用鐵礦石、煉焦煤、焦炭、廢鋼等原燃材料價格快速上漲,且持續(xù)處于高位,鋼鐵企業(yè)成本持續(xù)上升,提高經(jīng)濟效益難度。國內(nèi)呈現(xiàn)局部聚集和多點散發(fā)的態(tài)勢,下游鋼材需求啟動較慢。下一階段,在國家穩(wěn)增長的目標下,隨著形勢的緩解和多重政策的發(fā)力,鋼材需求將逐步釋放,預(yù)計將會與去年持平。
玻璃鋼格柵主要用途是什么?
水處理:檢修走道、陰溝蓋板、大容器、清洗器、攔污柵、流水槽、生化水處理池掛具、通風(fēng)
窗、樓梯、冷卻塔操作臺鋪面化工廠:
樓梯蹋板、操作平臺、護欄、雙層地坪、蓋板、濾柵石油工業(yè):海上石油平臺紡織廠:代替金屬
格柵、木質(zhì)平臺并覆蓋水泥地、漂染缸旁、地板、本閥門附近等發(fā)電廠:
化學(xué)水車間蓋板、廢水池等金屬表面處理:
酸洗液場所、機器周圍替代木質(zhì)地板、高腐蝕性容器周圍、電鍍線走道、雙層地面海洋食品加工
廠:滑膩表面等惡劣環(huán)境、船舶上運輸業(yè):
平臺、船舶甲板、走道、掃雷艇、樓梯蹋板飲料業(yè):
樓梯蹋板、替代昂貴不銹鋼、有負載地坪紙漿及加工廠:
樓梯蹋板及樓板、地坪走道、濕度大的地方電子業(yè):蓋板、酸洗車間、防靜電格柵及高潔凈度車
間肉類加工廠:
易腐蝕地面、樓梯、滑膩地板工作臺及樓梯蹋板其他:耐腐蝕貨架、裝飾、廣場噴泉、腳手架、
民用建筑設(shè)施、養(yǎng)殖業(yè)圍欄及雙層地板等。
制作玻璃鋼格柵的方法?
玻璃鋼格柵生產(chǎn)工藝主要有三種類型:往復(fù)式纖維纏繞工藝、連續(xù)式纖維纏繞工藝以及離心澆
注工藝。
往復(fù)式纖維纏繞工藝(屬于定長法):在這種工藝方法中,浸膠槽隨轉(zhuǎn)動的芯模作往復(fù)運動,長
纖維玻璃絲以一定的斜角相對于芯模軸輔放,輔角(即纏繞角)受浸膠槽的移動速度和芯模轉(zhuǎn)速之
比控制,浸膠槽的平移運動由計算機化的機-電控制。纏繞層數(shù)逐漸增加,達到設(shè)計的壁厚為止。
纏繞完成后,使制品中的樹脂基本固化。固化后,從玻璃鋼管中脫出芯模。
連續(xù)式纖維纏繞工藝(屬于連續(xù)法) :該工藝是管子在運動中通過一個供給樹脂預(yù)浸無捻粗紗
,短切玻璃鋼纖維和樹脂砂混合物的供料站,管子是在芯模連續(xù)不斷的前進中制成的。
離心澆注工藝(屬于定長法) :在此工藝中,用切斷的玻璃纖維增強材料和砂,喂入固定在軸
承上的鋼制模具中,在鋼模一端注入加催化劑的不飽和樹脂,使其浸漬增強材料,在離心力作用
下,樹脂置換出纖維及填料中的空氣,從而制造出無孔隙的致密復(fù)合材料,由于離心力的作用管
內(nèi)壁形成一個平滑、光潔的富有樹脂的內(nèi)表面層,管材在較高溫度下固化。用這種方法制造的管
又稱玻璃鋼夾砂管。
世界上采用往復(fù)式纖維纏繞工藝制管的廠家比其它兩種生產(chǎn)工藝生產(chǎn)廠家多的多,原因之一
是往復(fù)式纖維纏繞工藝制造的玻璃鋼管具有更廣泛的用途,適用性比較好。
http://m.sinagame.com.cn