產地常州
執行標準YB/T4001.1-2007
材質Q235B
稅票包含
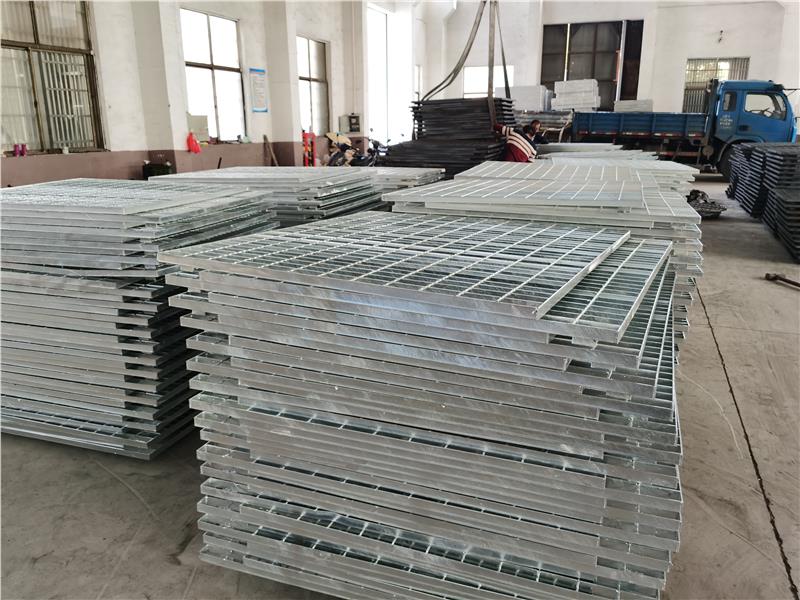
表面處理熱浸鋅
鋼格柵的質量主要取決于鍍鋅鋼格柵的表面,這是衡量鍍鋅鋼格柵質量的一個非常重要的判斷標準。1、鍍鋅的數量決定了鋼格柵的質量:鋼格柵鍍鋅的數量主要是鍍鋅膜的厚度決定了鍍鋅的真實性、質量程度,一般熱鍍鋅鋼格柵板的厚度要求在70μm以上,而普通電鍍鋼格柵板基本能達到10μm就已經不錯了。這就是為什么我們總是向客戶推薦熱鍍鋅鋼格柵。鍍鋅層的厚度決定了耐腐蝕的程度。2、用于鍍鋅或冷鍍鋅:冷鍍鋅,熱浸鍍鋅鋼格柵可以采用兩種處理,熱浸鍍鋅鋼板腐蝕在于他的能力,強壯,寒冷和電鍍,電鍍鹽溶液電解鋅,鍍痛苦的涂料,通常沒有加熱,鋅,很少遇到潮濕環境容易脫落。對于鋼格柵板的環保而言,熱鍍鋅產生的污染物排放較少,而熱鍍鋅產生的污染物主要是酸洗工件的廢酸。冷鍍鋅的污染物主要包括酸洗工件的廢酸、電鍍廢液、鈍化廢液等。冷鍍鋅排放的污染物種類和數量均大于熱鍍鋅。所以鍍鋅鋼格柵采用熱鍍鋅技術比較好。格網板安裝夾數量的方法用安裝夾將格網板固定在支撐梁上。原則上,每個鋼格板(1平方米左右)不少于4組安裝夾。插入式鋼格板通常以低碳鋼為主要原料制成。還可以使用不銹鋼板為原料,因為鋼板是一個網格結構的產品,所以它有通風,采光,散熱,防滑,防爆等性能的表面可以穿孔牙齒提高帶鋼的性能也可以使用i類型扁鋼制成的。通常制作鋼格板的方法是:有機器壓力焊接和手工制作兩種,機器壓力焊接采用耐高壓。水平壓力焊接機機械手將自動把酒吧的統一安排,通過強大的電焊扁鋼權力和液體壓力桿壓力焊接到扁鋼,焊點牢固穩定和高強度的高質量的鋼格板。 手工制作的鋼格板是先在扁鋼上打孔,然后把鋼筋放入孔中,點焊鋼筋和扁鋼會有縫隙,不可能焊接好每一個接觸點,所以焊接強度降低。在利用高強度方面表現出了非常高的品質之一,它是大面積安裝簡單、快捷,即使是由于某種原因被拆除,也很容易做到。在安裝鋼格時,先確認整體鋼結構的安裝是否符合設計要求,先確認鋼格的位置必須按照圖紙要求標高、編號鋪設、編號座次、定位正確。鋼格柵板與邊沿之間的位置見1:受載扁鋼板的兩端必須支承在鋼梁或其他支承框架上,每一端搭接長度不小于25mm。一般情況下,兩個鋼格柵之間的距離通常為lOmm,安裝時應根據圖紙要求和現場實際情況進行適當調整。在保證的前提下,較小的安裝距離應滿足以下要求:鋼格柵之間的距離為3mm,與相鄰結構之間的距離為10mm。
【CPI同比破“2”類商品悉數上漲】

據中國銀行統計數據顯示,2022年4月末,廣義(M2)余額249.97萬億元,同比增長10.5%,增速分別比上月末和上年同期高0.8個和2.4個百分點。狹義(M1)余額63.61萬億元,同比增長5.1%,增速比上月末高0.4個百分點,比上年同期低1.1個百分點。4月份增加6454億元,同比少增8231億元。4月份,社會融資規模增量為9102億元,比上年同期少9468億元。
【中鋼協:5月上旬重點統計鋼鐵企業產存情況】
鋼格板生產時采用表面處理,把鍍鋅鋼格板浸入鉻酸溶液中,讓鋅層表面形成活性低之薄膜方法。此種鉻酸皮膜即使稍被碰破,破口附近的鉻酸鹽也會在水中溶化匯集到破口部位,再次形成新膜,可以有效地防止白銹的產生。
在鍍鋅鋼格板上涂油,防止空氣與鋅直接接觸。這里要注意的是,如果您要進行涂漆前請必須先將鋼格板表面的油擦掉, 若鍍鋅鋼格板將作為涂漆用途,則可施予磷酸鹽皮膜處理。磷酸鹽會穩穩的附著在鍍鋅鋼格板表面上,形成疏松多孔狀,可為涂料提供良好的立足點,而獲得強固附著效果。
生產的鍍鋅鋼格板存放在通風良好的地方,或者在濕度較高及冷暖差別大的季節里使用干燥機或干燥爐防止發生結露。注意不要被浸水而濕了,如被露水或水浸濕要處理干燥,也可以把包裝拆開,使用風扇等之進行送風吹干。存放在通風良好的地方,如果冷暖溫差大,易發生結露之處要避開。
以上是關于鍍鋅鋼格板的相關內容,希望對大家有所幫助。
作為不銹鋼鋼格板焊接時填充金屬或同時作為導電用的金屬絲焊接材料。在氣焊和鎢極氣體維護電時,焊絲用作填充金屬;在埋弧焊、電渣焊和其他熔化極氣體維護電弧焊時,焊絲既是填充金屬,同時也是導電電極。焊絲可分為3類。焊絲的外表不涂防氧化效果的焊劑。
大多數用于不銹鋼鋼格板的焊絲歸于此類,包含碳鋼焊絲、低合金結構鋼焊絲、合金結構鋼焊絲、不銹鋼絲和有色金屬焊絲等。有些合金,如鈷鉻鎢合金,不能鍛、軋和拔絲,而用鑄造辦法制成。它首要用于不銹鋼鋼格板外表的手藝堆焊,以滿意如抗氧化、耐磨損和高溫下耐腐蝕等特別功能要求
選用接連澆注和液態揉捏可制造出長達數米的鈷鉻鎢焊絲,用于主動填絲鎢極氣體維護電弧焊,以提升焊接功率和堆焊層質量,一起還能改進勞動條件。不銹鋼鋼格板補焊有時也選用鑄造焊絲。
用薄鋼帶卷成圓形或異形鋼管,內填必定成分的藥粉,經拉制成的有縫藥芯焊絲,或用鋼管填滿藥粉拉制成的無縫藥芯焊絲用這種焊絲焊接熔敷功率高,對不銹鋼鋼格板適應性好,試制周期短,因此它的使用量和使用范圍不斷擴大。
這種焊絲首要用于二氧化碳氣體維護焊、埋弧焊和電渣焊。藥芯焊絲中的藥粉成分一般與焊條藥皮類似。含有造渣、造氣和穩弧成分的藥芯焊絲焊接時不需要維護氣體,稱自維護藥芯焊絲,適用于焊接不銹鋼鋼格板。
以上是關于不銹鋼鋼格板的相關內容,希望對大家有所幫助。
焊接鋼格柵時,選擇合適的焊接件裝配順序,避免總構件裝配應力過大。由于裝配的一般剛度和不同裝配階段重心位置的變化,裝配后鋼格板焊接部位會產生應力。一般來說,裝配焊接順序處理不當將直接影響焊接質量。另外,不銹鋼格柵在裝配過程中有可能產生新的殘余應力,如果新的殘余應力大于臨界變形應力,就會引起焊接變形。因此,裝配應力應盡量減小或避免。2 .受焊接尺寸的影響對于不銹鋼網格板焊接來說,焊接尺寸與鋼板焊接撓度變形有著密不可分的關系,焊接位置在結構上對不銹鋼網格板焊接變形也會產生影響。不對稱的排列會導致焊件的彎曲變形。鋼點焊件截面的中性軸越靠近焊縫,彎曲變形越小。相反,中性軸離焊縫越遠,彎曲變形越大。鋼格柵板焊接過程中受局部高溫熱源的影響,受局部高溫熱源的影響,焊縫區受熱劇烈,局部熔化。該區域的材料受熱使焊接區域擴大,而鋼格板周圍溫度相對較低的區域則對焊接區域產生約束作用,從而產生彈性熱應力。溫度升高后,材料的屈服應力限急劇下降,導致熱彈性應力超過屈服限,形成熱壓縮。在冷卻過程中,焊縫區材料收縮受到周圍區域溫度場不均勻的影響,導致不均勻收縮變形。焊接區域存在拉殘余應力,相鄰區域存在壓殘余應力。不銹鋼點焊對熱源的輸入非常敏感。合理控制熱源輸入能量對鋼點焊件的質量具有重要意義。熱源能量輸入越大,收縮變形越大,熱源能量輸入越小,收縮變形越小。因此,在保證良好焊縫成形的條件下,輸入熱源應盡可能小。
http://m.sinagame.com.cn





